Автоматизация и мехатроника
Автомобили и автомобильное хозяйство
Акватроника

Аэродинамика
Аэрокосмическая техника
Биология
Вычислительная и микропроцессорная техника
Гидромеханика
Конструкции. Архитектура

Лесное хозяйство
Материаловедение
Медицина
Механика и материалы
Науки о Земле
Нефтегазовая промышленность
Окружающая среда
Пищевая химия
Пищевые и водные технологии
Полиграфия
Прикладная оптика и фотоника
Радиотехника, телекоммуникации и сети ЭВМ
Робототехника
Сельское хозяйство

Термодинамика и термотехника
Технология машиностроения и обработка материалов
Транспорт
Физика

Химические технологии
Химия
Экология
Электроника
Электроэнергетика
Энергетика
Энергия

UniTrain курсы "Мехатроника" (Lucas Nülle)

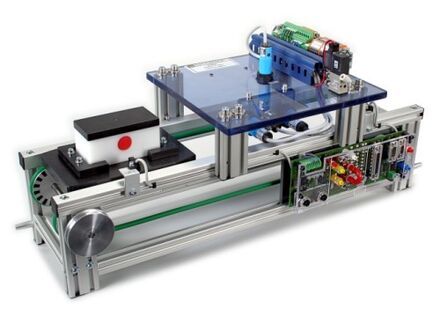
IMS 1.2 Оборудование
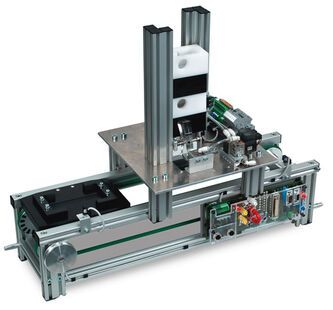
Эта система транспортировки является соединительным элементом для всех подсистем и основным компонентом всех производственной установки. В производственной установке IMS® системы транспортировки выполнены в виде автономных модулей, встраиваемых в подсистемы по мере необходимости. Данная упрощенная система предназначена для демонстрации таких базовых процессов, как «позиционирование» и «выполнение контролируемых движений».
Содержание обучения по теме системы транспортировки постоянного тока
- Понимание принципа действия датчиков
- Выполнение контролируемых движений по одной оси
- Инкрементальное позиционирование держателя заготовки
- Блокировка подачи и возврата
- Программирование контроля проскальзывания и простоя
- Приобретение навыков работы с различными схемами безопасности и блокировки.

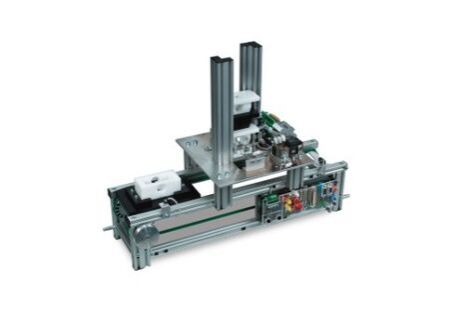
IMS 1.3 Система транспортировки переменного тока
Эта система транспортировки является соединительным элементом для всех подсистем и основным компонентом всех производственной установки. В производственной установке IMS® системы транспортировки выполнены в виде автономных модулей, встраиваемых в подсистемы по мере необходимости. Данная упрощенная система предназначена для демонстрации таких базовых процессов, как «позиционирование» и «выполнение контролируемых движений». Трехфазный двигатель оснащен преобразователем частоты для плавного изменения скорости вращения.
Содержание обучения по теме системы транспортировки переменного тока
- Понимание принципа действия датчиков
- Выполнение контролируемых движений по одной оси
- Инкрементальное позиционирование держателя заготовки
- Блокировка подачи и возврата
- Программирование контроля проскальзывания и простоя
- Приобретение навыков работы с различными схемами безопасности и блокировки.
IMS 3 Подсистема разделения
На конвейерной ленте находится держатель заготовки. Этот держатель заготовки устанавливается под шахтой вертикального накопителя. Позиция разделения оснащена вертикальным накопителем для шести нижних частей заготовок. Одна заготовка подается в держатель заготовки. Загруженный держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.
IMS 4 Подсистема сборки верхний частей заготовки
На конвейерной ленте находится держатель заготовки. Этот держатель заготовки устанавливается под шахтой вертикального накопителя. Позиция сборки оснащена вертикальным накопителем для шести верхних частей заготовок. Одна заготовка подается в держатель заготовки. Загруженный держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.

IMS 5 Подсистема обработки
На конвейерной ленте находится держатель заготовки с полностью собранной заготовкой, состоящей из двух компонентов (верхней и нижней частей). Загруженный держатель заготовки подается на устройство обработки. Заготовка фиксируется для обработки. Стержень из накопителя впрессовывается в имеющиеся в заготовке отверстия. Затем зажимное устройство открывается, и загруженный держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.
IMS 6 Подсистема контроля
На конвейерной ленте находится держатель заготовки с обработанной заготовкой. Заготовка подается стопором на контрольные датчики. Эти датчики различают заготовки по цвету, материалу и опционально по высоте. Поступившие от контрольных датчиков данные сохраняются в памяти для последующей обработки. После окончания операции контроля держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.

IMS 7 Подсистема разгрузки
На конвейерной ленте находится держатель заготовки с собранной и проверенной заготовкой. Над серединой конвейерной ленты располагается позиция разгрузки. Держатель заготовки останавливается на позиции разгрузки. После этого манипулятор поднимает заготовку и подает ее на две возможные позиции укладки. Пустой держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.

IMS 8 Подсистема хранения
На конвейерной ленте находится держатель заготовки с собранной и проверенной заготовкой. Держатель заготовки останавливается на позиции разгрузки. После этого манипулятор поднимает заготовку и подает ее на одну из двадцати возможных позиций хранения. Выбор позиции хранения зависит от производственного задания и результата контроля. Пустой держатель заготовки перемещается на конец конвейерной ленты, где происходит его передача на следующую подсистему.
IMS 9 Подсистема маневрирования
На конвейерной ленте находится держатель заготовки. Устройство маневрирования захватывает держатель заготовки и подает его на вращающееся транспортное устройство. Благодаря вращающейся конструкции транспортное устройство может подать держатель заготовки в разных направлениях. Держатель заготовки может быть подан или передан на три различные позиции.

IMS 10 Подсистема накопления
Транспортировочная лента оснащена телескопической подъемной системой для накопления держателей заготовок внутри сложной мехатронной системы. Управление материалопотоком осуществляет накопитель. Перемещаемые по транспортировочной ленте держатель заготовок поднимается с помощью подъемного устройства и подается для промежуточного хранения в кассету. Лента движется дальше и подает следующие держатели заготовок können folgen. На промежуточное хранение может устанавливаться до четырех загруженных или 10 порожних поддонов. При необходимости подъемная система укладывает держатели заготовок на транспортировочную ленту.
Содержание обучения:
- Монтаж, наладка и контроль пневматических цилиндров и клапанов
- Изучение модуля накопителя
- Определение технологического процесса
- Программирование производственного процесса в ручном и автоматическом режиме
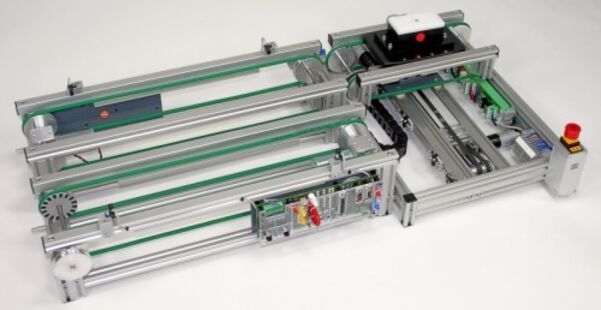
IMS 12 Производственная установка с 3/4 подсистемами
Эта установка предназначена для полностью автоматизированного выпуска до восьми конечных продуктов из заготовок, состоящих из трех частей. В установку IMS 12 входят подсистемы разделения, разгрузки, контроля (3 подсистемы) и сборки (4 подсистемы). Все подсистемы могут использоваться по отдельности или в любой комбинации. Для перемещения заготовок между отдельными подсистемами применяется транспортировочная система с держателями заготовок на двух ленточных конвейерах.
Эта учебная установка предназначена для имитации производственных процессов, используемых в сложных поточных системах, с максимальной приближенностью к практике. В установке использованы исключительно промышленные типы исполнительных органов и датчиков. Система управления также состоит из промышленных ПЛК с шиной Profibus и децентрализованной периферией. Опционально установка может быть оснащена современными промышленными коммуникационными системами. Работа на этой установке требует от участников курса коллективных усилий и способствует самостоятельному изучению основ современных мехатронных систем.
Каждая из подсистем устроена так, что участники курса начинают работу с выполнения простых операций и процессов и постепенно приобретают знания и навыки, необходимые для разработки сложных программ для систем управления. Благодаря использованию стандартизированных интерфейсов, к установке могут подключаться система UniTrain-I или различные промышленные системы управления на базе ПЛК.
- Система транспортировки: двойные контейнерные ленты с приводными электродвигателями постоянного тока и трехфазным электродвигателем с регулируемой скоростью вращения.
- Система идентификации: четыре держателя заготовок с фиксированным идентификационным кодом. На каждой позиции установлен считывающий прибор.
- Система идентификации: опционально может применяться идентификационная система RFID.
- Уровень управления: выдача производственных заданий на управляющем ПК; визуализация процессов и регистрация производственных параметров.
- Подключение пульта управления к TCP/IP
- IMS 3 – подсистема разделения
- IMS 6 – подсистема контроля
- IMS 7 – подсистема разгрузки
- IMS 4 – подсистема сборки (4 подсистемы)